
MATERIAL SOURCING + DEVELOPMENT
We can provide clients with a wide selection of materials tailored for a diverse set of needs for both premium performance and fashion garments. We continuously source next-generation materials with advanced technologies for innovation in high-performance functional wear. In addition, we can help with sourcing luxury fashion fabrics from our network of high-quality suppliers in both Asia and Europe. This commitment extends to developing bespoke fabrications for specific functional applications and aesthetics, underscoring our dedication to innovative material development. Our focus aligns with a vision for a textile industry in harmony with nature and the environment to create both technically advanced and luxuriously refined fabrics.




FUNCTIONAL FABRICS
At HQI workshop we place particular emphasis on the sourcing of functional fabrics. We specialise in sourcing materials tailored for a diverse set of garments needs, including everything from urban lifestyle to extreme outdoor environment applications. Drawing upon our extensive supply chain, we can source a diverse selection of next-generation textiles with cutting-edge technologies, meticulously chosen for their premium performance attributes. Whether it's outfitting city dwellers or equipping outdoor enthusiasts, our commitment to innovation ensures that every fabric meets the demands of both urban lifestyles and rugged outdoor environments in the harshest conditions, always with a keen eye on style and aesthetics.




SUSTAINABILITY
In response to the fashion industry's significant environmental impact, accounting for 8-10% of global carbon emissions, sustainability lies at the core of our material sourcing philosophy. We carefully source eco-friendly materials, incorporating a diverse range of sustainable textile innovations which are revolutionising the global textile industry. Our commitment extends to creating a positive future with a lower environmental impact, preserving and enhancing the world's ecosystems for future generations. Through continuous exploration of new eco-friendly textile innovations, we combine responsible choices for the environment with cutting-edge technologies. Our primary focus remains on natural, bio-based, and recycled compositions, ensuring a lower environmental footprint without compromising functionality and aesthetics. We are also committed to reducing textile waste and the development of closed-loop, circular economy processes for both textile-to-textile recycling and biodegradable textiles which can return to the earth as nutrients at a garments end-of-life. Additionally, we actively work towards the reduction of hazardous substances in design and manufacturing, contributing to the decrease in carbon emissions and energy usage.




SUSTAINABLE FUNCTIONAL FABRICS
At HQI Workshop, we excel in sourcing materials for functional garments. We guide our clients to suppliers offering premium fabric options in various categories, ensuring functionality without sacrificing sustainability. Our commitment to prioritising sustainability is evident in the following examples:
Bio soft shell fabrics using natural fibres with no microfibre shedding. The water-resistant fabric surface layer provides protection against rain and wind, while the back side preserves the high water-vapour permeability and enhance the thermal insulation.
Long staple water-resistant organic cotton using a very tight weaving technique. When dry, the waterproof cotton fabric opens its pores to breathe. When wet, the over-tightened cotton fibres swell, thereby sealing the weave and making it highly water-resistant.
Cotton & Tencel downproof and windproof fabrics manufactured from fibres with a special weaving technique, with no coating or membrane added. The weave is durably compacted using pressure and temperature, thereby giving the material its characteristic glossy appearance.
Natural fibre fleece from cotton and wool which, unlike traditional polar fleece, does not shed any microfibre and is completely biodegradable whilst providing excellent warmth and insulation.
Muesling-free merino wool base layer fabrics sourced from farms following regenerative farming principles.
Recycled goose & duck down feather insulation, recycled from down pillows and bedding that would otherwise end up in landfill.
Recycled synthetic down alternative insulation, manufactured from post-consumer recycled materials which is animal-free and mimics the hand-feel, compression and aesthetics of down. It also has water-repellent properties which provide thermal insulation in wet conditions.
Plant fibre kapok flower down insulation which is obtained from the fruit of kapok trees in tropical forests, providing thermal insulation, breathability and natural water repellence, as well as the inherent sustainability and animal-friendly benefits.
Sustainable abrasion-resistant durable nylon 6.6 fabrics, such as Re/Cor fabric by Cordura, Sensil Toughtex by Nilit or Q-Nova by Fulgar.
Coolmax EcoMade cooling fabric for warm weather & Thermolite EcoMade warming fabric for cold weather, both of which are made from either 100% recycled PET bottles or 100% textile waste.
Spandex-free Lycra T400 EcoMade, made with recycled plastics and renewable plant-based resources, with a better recovery rate than lycra and with additional quick dry properties.
Lycra 166L which is cradle-to-cradle certified, so the material can be repurposed or recycled indefinitely.
Sorona stretch fabric by DuPont which is a sustainable plant-based polymer made from corn which uses less energy and fewer greenhouse gases than traditional nylon.
Natural mechanical stretch alternatives such as cotton and Tencel which do not use any synthetic stretch materials such as elastane.
Creora by Hyosung, a bio-based spandex made with plant-based raw materials derived from industrial field corn.
Roica V550 by Asahi Kasei which is high stretch yarn that is degradable with a safe end of life without releasing harmful substances into the environment according to cradle-to-cradle principles.
Plant-based fur and shearling by Savian which is made from renewable plant fibres such as nettle, hemp and flax. The production process reduces CO2 emissions by 40 to 90%.
Plant-based leather such as Piñatex which is made from pineapple leaf fibres or Vegea made from the grape skins, stalks and seeds leftover from wine production.




WATERPROOF + BREATHABLE LAMINATED MEMBRANES
A key specialism for HQI Workshop lies in manufacturing sealing-taped waterproof garments using waterproof and breathable fabricsm including 2-layer, 2.5-layer and 3-layer constructions. We offer a diverse range of membranes according to our clients specific requirements, whether it’s high performance for extreme outdoor conditions, ultra lightweight for packability or sustainability for planet-friendly requirements. These membranes can be laminated to a wide wide of variety of natural, bio-based regenerative and synthetic yarns, available in both stretch and non-stretch options. Additionally we provide various backing options such as tricot, compact plain mesh, and colored shiny mesh.
High performance membrane options include the following:
High performance C-Change membrane by Schoeller which uses biomimicry principles inspired by pine cones which open and close in response to changes in ambient temperature. The polymer membrane structure opens up to allow water vapour to escape through the membrane during physical exertion or higher ambient temperatures. As the temperature falls, the membrane closes to its original structure, preserving body heat. The membrane can achieve waterproof ratings above 20,000mm with breathability ratings above 20,000 g/m² (made in Switzerland & Taiwan).
Environmentally-friendly and high performance Xpore microporous nanoporous membrane by BenQ. The adhesives and lamination technologies used to create Xpore fabrics are non-toxic and free of PFCs and solvents. The membrane can achieve waterproof ratings above 30,000mm with breathability ratings above 20,000 g/m² (made in Taiwan).
Ultralight membrane options include the following:
Ultralight nanofibre electro spun membrane which is derived from electro spinning to formulate a nano web membrane structure. The resulting fabrics are extremely light, around one third the weight of regular membrane fabrics, and are highly breathable with ratings as high 75,000 g/m² whilst maintaining effective waterproofing ratings above 15,000mm. (made in Taiwan).
Thermo-regulating polyurethane graphene membrane, a next-generation material which distributes temperature evenly over the surface. The membrane can achieve waterproof ratings above 10,000mm with breathability ratings above 10,000 g/m² (made in Italy).
Sustainable membrane options include the following:
Sustainable Susterra membrane by Covation Bio PDO which is a 100% plant-based polyurethane derived from corn and petroleum-free. The membrane can achieve waterproof ratings above 10,000mm with breathability ratings above 10,000 g/m² (made in Taiwan).
Bio-based polymer membrane. The membrane can achieve waterproof ratings above 10,000mm with breathability ratings above 10,000 g/m² (made in Italy).
Recyclable PTFE nylon membrane applied with a single component methodology. The membrane can achieve waterproof ratings above 10,000mm with breathability ratings above 10,000 g/m² (made in Taiwan).
Hydrophilic TPEE post consumer recycled polyester (rPET) membrane. The membrane can achieve waterproof ratings above 10,000mm with breathability ratings above 10,000 g/m² (made in Italy & Taiwan).
Low minimum order stock available membrane fabrics include the following:
ePFTE membrane. The membrane can achieve waterproof ratings above 10,000mm with breathability ratings above 10,000 g/m² (made in Italy).
PU membrane. The membrane can achieve waterproof ratings above 20,000mm with breathability ratings above 10,000 g/m² (made in Japan & Italy).
PES membrane. The membrane can achieve waterproof ratings above 10,000mm with breathability ratings above 10,000 g/m² (made in Italy).



NATURAL FIBRES
Our objective is to have a positive impact on the planets ecosystems by harnessing nature’s efficiency and abundance, prioritising plastic-free natural fibres to reduce dependence on petroleum-based materials. Achieving this necessitates specialised understanding of fabrications and industrial textile innovation in order to maximise the performance capabilities of natural yarns for fabric production. While the functional garment industry often relies on synthetic yarns for performance, we explore the potential of natural fibres, employing processes that eschew plastics and toxins while delivering exceptional functionality.
These yarns include Cotton [including organic and recycled], Wool [including muesling-free merino and recycled], Hemp, Linen, Ramie, Silk, Alpaca, Cashmere, Nettle, Kapok, Abaca / Washi, Banana & Pineapple.
Where possible we focus on organic textile production which involves cultivating plants without synthetic pesticides, fertilisers, or GMOs, following strict organic standards. This approach prioritises soil health, biodiversity, and ecosystem balance while minimising harm to the environment and human health. By embracing natural farming techniques like crop rotation, composting, and biological pest control, organic farming ensures sustainable fibre production, providing consumers with textiles free from harmful residues and reflecting a commitment to environmental stewardship, ethical labor practices, and consumer well-being.
In addition, we embrace regenerative agriculture principles, a comprehensive farming approach centred on revitalising ecosystems by prioritising soil health, biodiversity, and carbon sequestration, while simultaneously boosting agricultural productivity. Regenerative agriculture harnesses natural systems to enhance soil fertility, water retention, biodiversity, and resilience to climate change, while diminishing dependency on synthetic inputs and fostering enduring environmental and economic sustainability.
Finally, we prioritise traceability in natural fibres, which involves meticulously tracking the entire supply chain from raw material sourcing to the final product. This ensures transparency and accountability regarding their origin, production methods, and environmental and social impact, including the prevention of forced labour. This can include both physical and digital tracing using technology such as blockchain to trace yarn from grower to garment. By providing consumers with detailed information about where and how fibres are produced, traceability facilitates informed choices, promotes sustainability, and supports ethical practices in the textile industry.



BIO-BASED REGENERATIVE FIBRES
Bio-based regenerative fibres are sourced from renewable biological materials such as plants, trees or agricultural waste and processed through innovative industrial techniques, representing a pioneering approach to sustainable textile production. By harnessing the power of nature, these fibres contribute to reducing the carbon footprint of textile manufacturing while promoting biodiversity and soil health. Not only do these fibres offer environmental benefits, but they also provide enhanced functionality, such as moisture-wicking properties, breathability, and durability, making them a compelling alternative to traditional natural fibres.
These yarns include the following:
Wood Pulp eg. Tencel Lyocell, Modal & EcoVero Viscose by Lenzing
Seaweed eg. SeaCell
Agri-waste eg. Agraloop BioFibre by Circular Systems or Altag by AltMat
Food Waste eg. Alt Tex
Castor Oil eg. EVO by Fulgar
Fermented Sugar Cane eg. Spiber or Plax by Bioworks
Bamboo eg. Bamboo Lyocell
Coconut eg. Cocona
Coffee eg. S.Cafe by Singtex
Pineapple eg. Piñatex by Ananas Aman
Banana eg. Bananatex
Orange eg. Orange Fiber




SYNTHETIC FIBRES
In the realm of functional garments, the inherent limitations of natural fibres sometimes necessitate the use of synthetic materials to achieve optimal performance. However, advancements in textile science now offer a plethora of eco-friendly and sustainable material alternatives, minimising or eliminating the use of hazardous substances in the design, manufacture, and application of garment textiles. The most ubiqitous of these developments has been the use of recycled plastic PET bottles to create yarns for fabrics. However, recent innovations in bio-fabricated materials and bio-engineered technologies have broadened the horizon of possibilities for sustainable recycled synthetic textiles. This includes the adoption of recycled materials sourced from industrial waste, together with discarded fishing nets and marine litter, textile-to-textile recycling and further bio-based alternatives and processes. We can offer the following branded yarn innovations to our clients.
Polyester:
EcoPet by Teijin
Eco Blue by Chori
Seaqual
Nylon:
ReCONHny
ECONYL by Aquafil
Mipan by Hyosung
While certain functional properties may still present challenges for sustainable options, such as reflective or abrasion-resistant functions, we offer solutions derived from specialised yarns like Cordura, Dyneema, Kevlar, Aramid, and Vectran. These advanced yarns provide exceptional durability and performance which meet the rigorous demands of functional garments for specialised garment applications.




FABRIC FINISHES
We can also offer fabrics with a variety of bespoke functional and aesthetic finishes for various fabric types:
Functional finishes include:
C-Zero durable water-resistant (DWR). PFC / Fluorocarbon-free
Storm Cotton durable water-resistant (DWR)
Organic beeswax, oil-based & water-based wax
Micro-algae & plant seed oil bio-based moisture-wicking
Plant seed oil bio-based softening
Cooling
Quick-dry
Anti-microbial
Anti-odour
Anti-static
Anti-Mosquito
Wrinkle-fee
Ultraviolet (UV) & near-infrared (NIR) reflective shielding
Flame-retardant
Moisturising
Ocean collagen peptides
Peppermint oil
Aesthetic and hand-feel finishes include:
Olive oil finish
Thermo-reactive finish
Salt finish
Flocking
Embossing
Permanent wrinkle effect
Laser cutting
Bonded aluminum film
Resin finishes including; chalk effect / rubberised / pearled / shiny pigment / crisp / glossy / shiny / soft touch / pigment / memory effect / metallised / iridescent / PU



FABRIC DYEING
Fabric dyeing stands out as one of the most environmentally damaging stages in textile production, characterised by excessive water usage and the use of petrochemical dyes, alongside a cocktail of toxic and highly polluting chemicals. Therefore, the pursuit of planet-friendly and sustainable dyeing alternatives has become paramount for the textile industry. Our commitment lies in offering a range of environmentally conscious solutions to mitigate these harmful effects, ensuring a more sustainable future for the textile industry. These include the following techniques and processes:
Solution dyeing, which involves adding colour to the fibre before spinning the yarn, ensuring deep penetration of colour into the material. This method offers high fade resistance and colorfastness while saving over 80% of water, chemicals, and dyestuff.
Colorifix dyeing, which harnesses synthetic biology from living microorganisms to produce, deposit, and fix pigments into textiles. This process utilises up to 10 times less water than conventional dyeing practices and is entirely natural and non-toxic.
DyeCoo CO2 dyeing, a waterless dyeing technology that uses recycled carbon dioxide instead of water to apply colour to textiles. This innovative method eliminates the need for water, reduces energy consumption, and minimises environmental impact compared to traditional dyeing processes, saving around 95% of water compared to traditional water-based dyeing methods.
Nature Coatings dyeing, which use wood waste materials to create a bio-based, non-toxic, and carbon-negative black pigment as a replacement for petroleum-derived black dyeing.
Hemp Black/eco6 dyeing, another carbon-negative alternative to petroleum-derived black dyeing produced from the carbonisation of hemp stalks at extremely high temperatures.
Food Textile dyeing made from vegetable waste disposed of by food companies, restaurants and farms. Offering a colour-fast, sustainable dyeing process which breathes new life into what would otherwise go to waste. Ingredients include coffee, matcha, cabbage, lettuce, turnip, sweet potato, blueberry and more.
Onibegie dyeing, which utilises pigments extracted from onion skins to dye synthetic fibres that can be challenging to dye using natural materials. By utilising onion skins as the primary pigment source, additional colours can be achieved by dyeing with food waste such as olive leaves, olive berries, wine, grapes, rice husks, walnut, bamboo, chamomile and more.
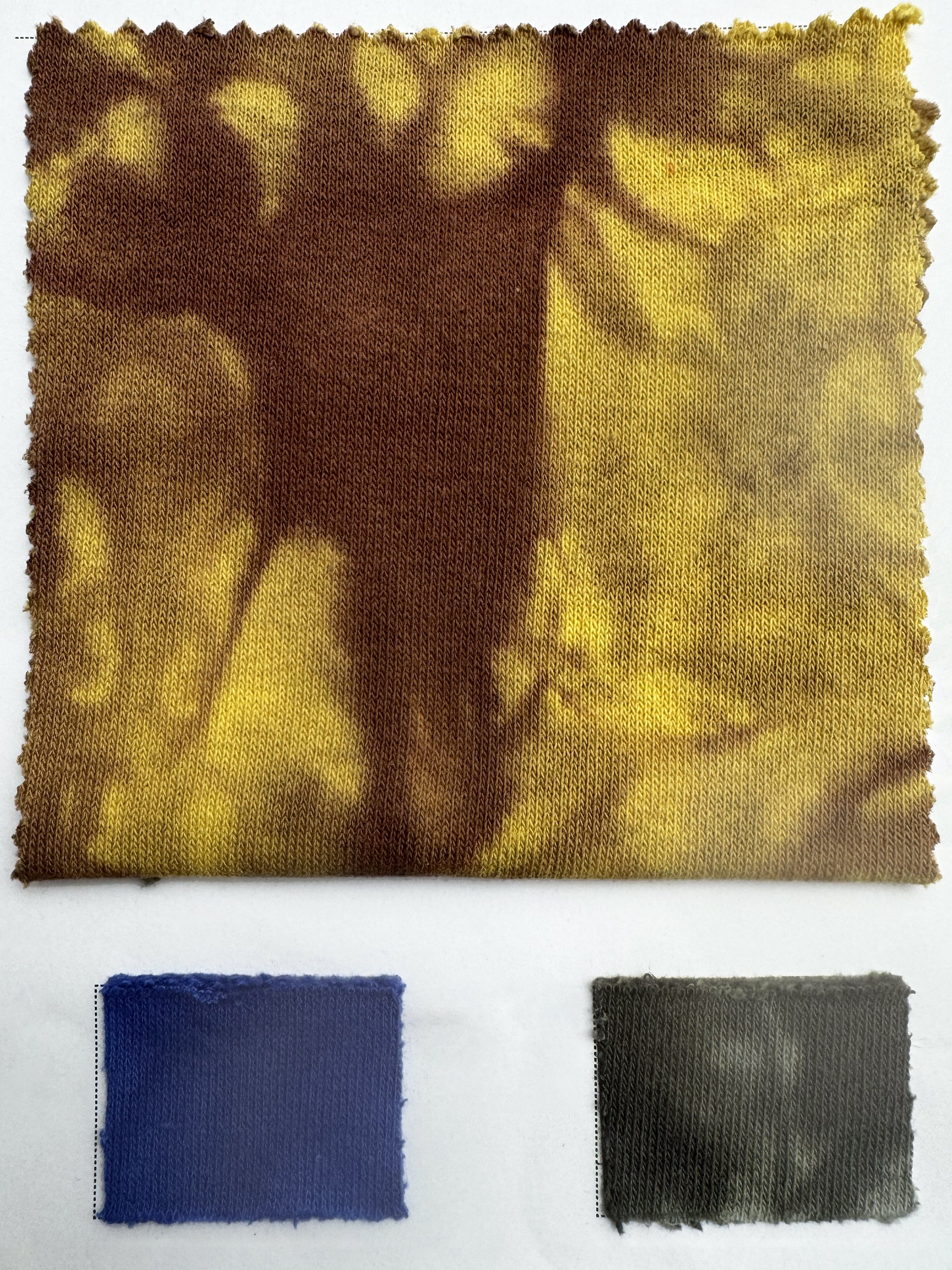
Natural dyeing by artisans in Thailand using plant-based materials to create dyes for colouring textiles, extracting pigments from natural sources and applying them to fabrics through various traditional techniques, resulting in unique colours and patterns. This traditional craft also provides economic opportunities for rural communities by utilising locally available resources and empowers artisans by offering them employment and income-generating activities within their communities. Natural materials include indigo, ebony, mango leaves, mangosteen, cosmos flowers, sappan wood, lac insect secretions, catechu bark, eucalyptus, annatto seed, marigold, persimmon, tamarind and more.
In addition, we can also offer recycled fabrics which involves collecting discarded clothing and other textile waste, sorting them based on colour, and then recycling them into new yarns. Because the materials are already coloured during sorting, there's no need for additional dyeing processes, reducing the environmental impact associated with conventional dyeing. This method promotes circularity in the fashion industry by minimising waste and conserving resources.